The last two years of the global pandemic have affected many areas of life and changed the way we think about various solutions which were considered to be perfect for years till that time. Many of them have been once again assessed in terms of safety in relation to the maintenance of broadly understood hygiene. In the field of HVAC, a lot of questions were asked about supply and return ventilation systems supported with indirect heat recovery units of various types. Today, some of these heat recovery solutions seem to be blamed for spreading the contaminants and pathogens across the building by the ventilation systems more than others. And of course, many of us asked about the most dangerous public enemy would point the Rotary Heat Wheel. But does the most efficient type of heat recovery solution indeed deserve to be the outcast?
The cross-contamination effect
To honestly evaluate the rotary heat wheel in the field of contaminants and pathogens spreading, we need to remind some principles of its operations. The rotary heat wheel commonly known as a regenerator differs from other heat recovery solutions in that it is able to transfer both sensible and latent heat. The second one simply means that for this very heat recovery solution a mass transfer occurs as well – mainly the moisture but also the air (which sometimes may contain contaminants and pathogens). The migration of a small amount of air from one air path to the other results from the design of the Rotary Heat Wheel. Of course, the direction of the air transfer we are concerned about is that one, where return air is transferred to the supply side.
Two-way cross-contamination
But the cross-contamination effect, so typical for Rotary Heat Wheel does not always carry the risk of transferring the air from the return to the supply side of the ventilation system. In many cases, the direction of this transfer is reversed, causing a part of the air from the supply side of the air handling unit to be transferred by the heat recovery system to the exhaust. Thus, this small stream of outdoor air just aspirated in by the air handling unit is removed from it after a while, bypassing the entire ventilation system of the building. And of course, this direction of cross-contamination remains safe for hygienic aspects of the two-way ventilation system, as it doesn’t cause any return air transfer to the supply.
Keeping the cross-contamination under control
So, what can we do to direct the cross-contamination from supply to return air path? It turns out, that there is a way to keep it under control – in other words, to manage it. The factor which determines the direction of air migration within the heat recovery system is the mutual distribution of static air pressures around our Rotary Heat Wheel. To understand how the static pressure can affect the direction of the cross-contamination effect, let’s look at two characteristic cases of the wheel installed in the Air Handling Unit*.
*For both below cases, the following pressure parameters have been assumed:
Supply components pressure drops:
Pre-filter
Rotary Heat Wheel
Cooler
Heater
Secondary filter
0.2 in WG
0.8 in WG
0.6 in WG
0.2 in WG
0.3 in WG
Return components pressure drops:
Pre-filter
Rotary Heat Wheel
0.2 in WG
0.8 in WG
External pressures:
Fresh air
Supply air
Return air
Exhaust air
Ambient pressure
1.2 in WG
-1.2 in WG
Ambient pressure
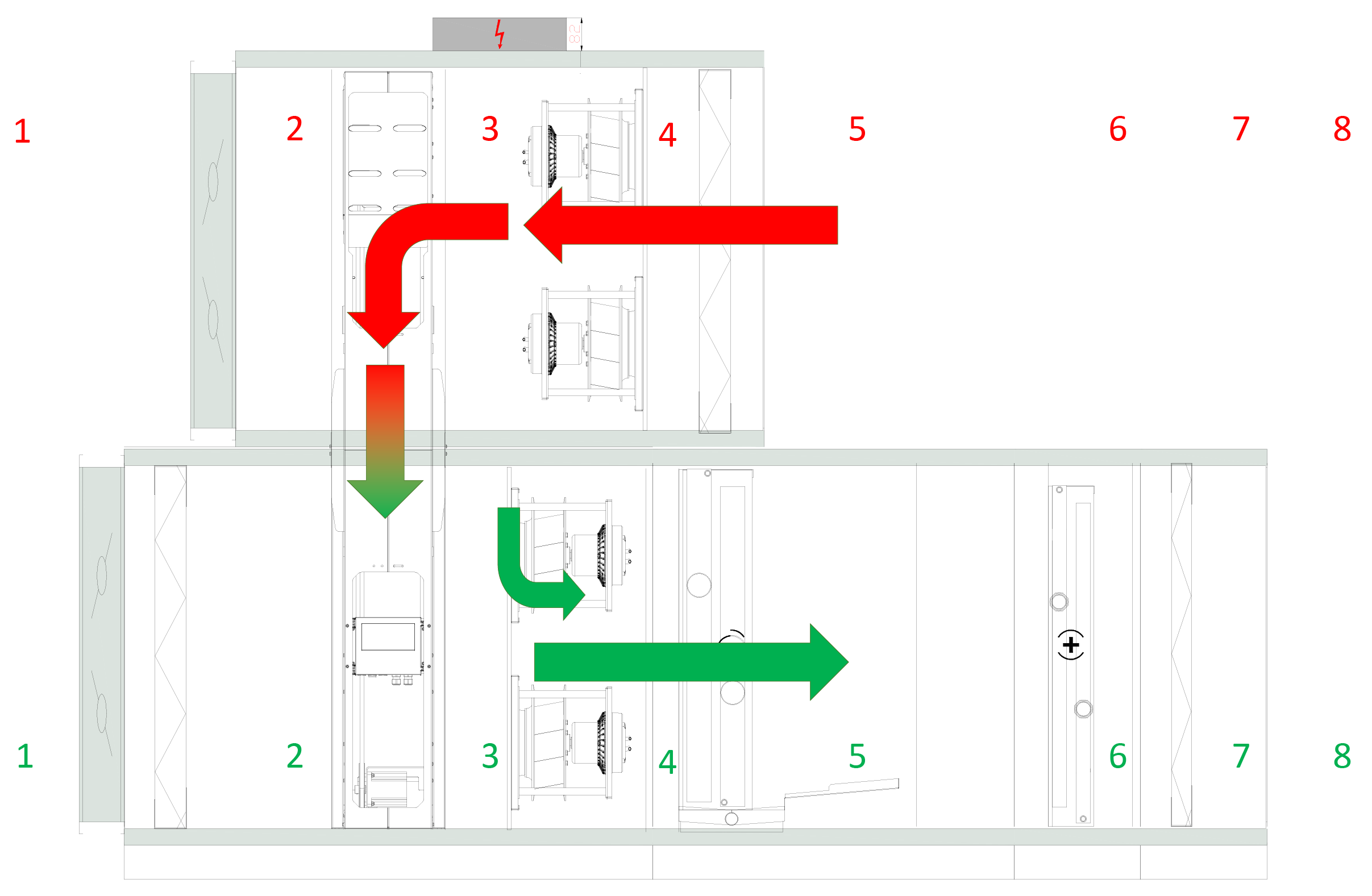
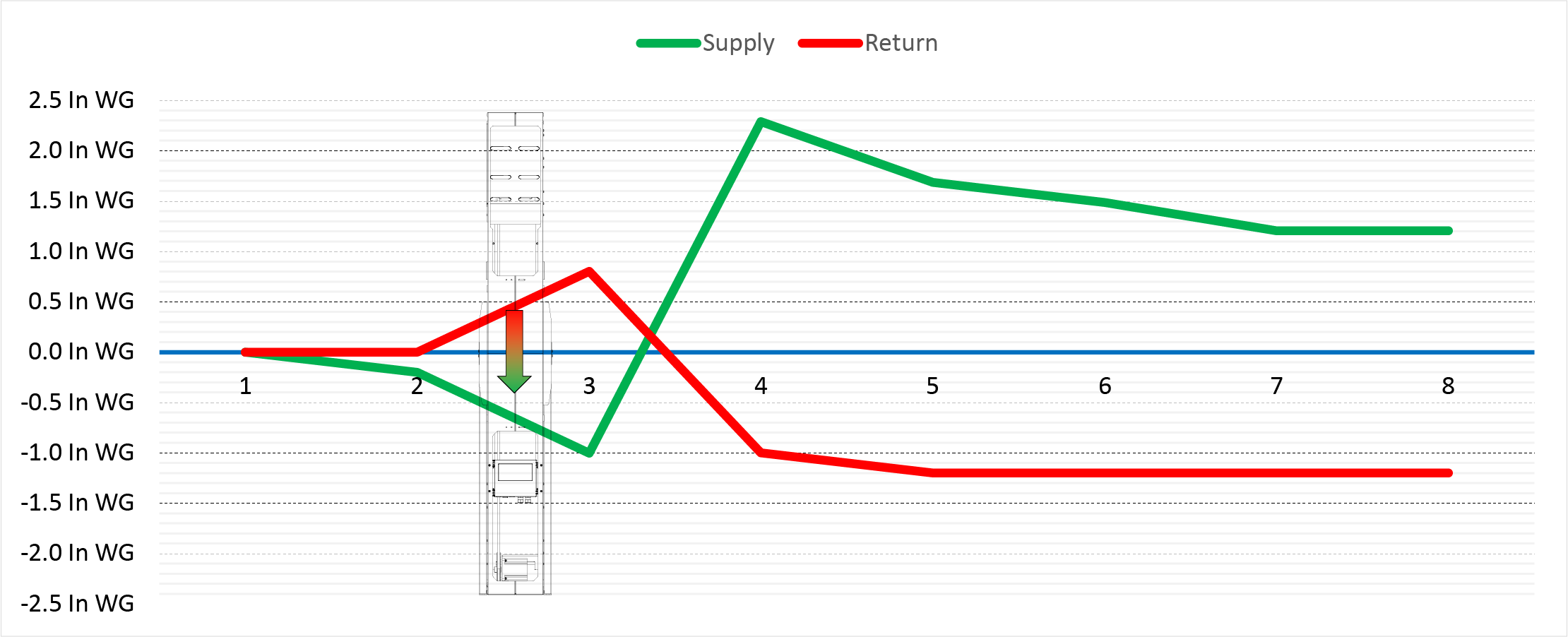
Case 1 – A supply-return Air Handling Unit with same side-mounted fan sections
In the supply-exhaust air handling unit with a Rotary Heat Wheel, in which both fan sections are installed on the right side of the heat wheel (the inspection side of the considered unit is right), we have the following system of mutual static pressures:
- The exhaust fan installed upstream of the rotary wheel generates an overpressure within it in relation to the ambient pressure,
- The supply air fan installed downstream the Rotary Heat Wheel generates negative pressure within it in relation to the ambient pressure,
Such mutual positioning between both fan sections and the Rotary Heat Wheel promotes air transfer from the exhaust side of the ventilation network to the supply side. And this very direction of cross-contamination we don’t like.
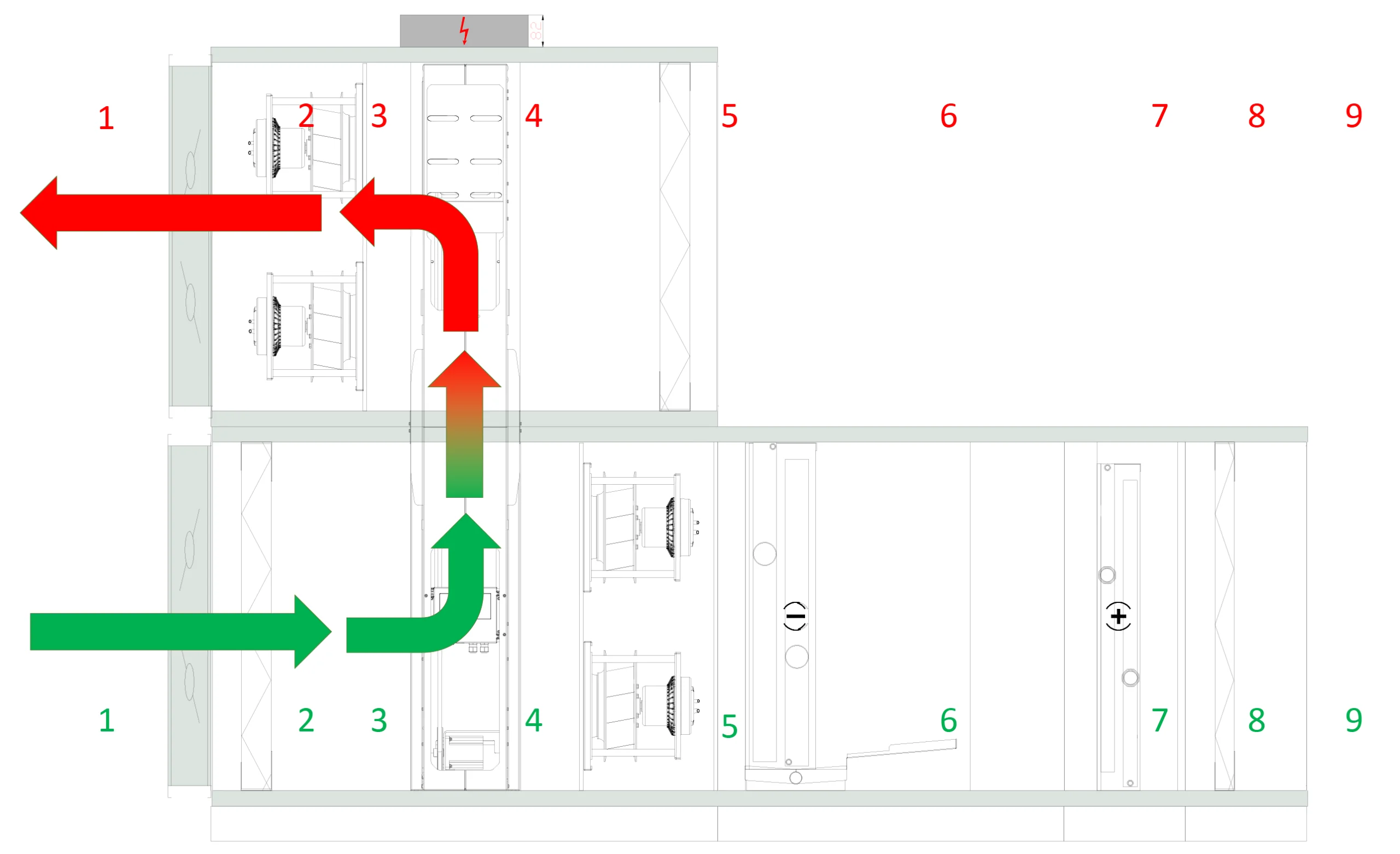
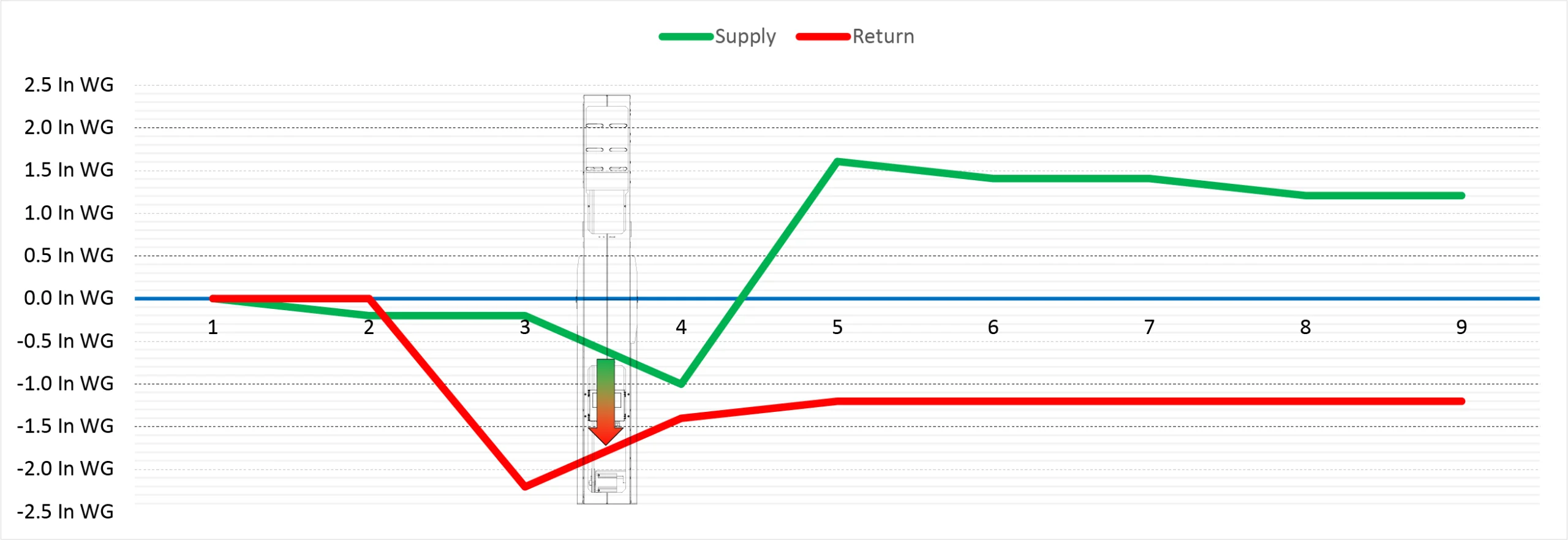
Case 2 – A supply-exhaust Air Handling Unit with both fan sections installed downstream in relation to the Rotary Heat Wheel
In the supply-exhaust air handling unit with a Rotary Heat Wheel, in which both fan sections are installed downstream the heat recovery section, the system of mutual static pressures is opposite to the one shown in Case 1:
- The static air pressure on the supply side of the Rotary Heat Wheel is slightly lower than the ambient pressure. It results from the sequence of air treatment functions installed in the supply deck of the air handling unit. First, we have a pre-filter, Rotary Heat Wheel, fan, further followed by the heater and cooler). Because of the fan installed downstream of the heat wheel and the pre-filter installed upstream, we have slightly negative pressure in the heat recovery block.
- The static air pressure on the exhaust side of the Rotary Heat Wheel is much lower than the ambient pressure. This is because the fan section installed downstream of the wheel itself is loaded with a negative pressure resulting from the airflow resistance through the pre-filter as well as the resistance of the entire exhaust ventilation system.
For this case, both pressures (on the supply and exhaust side) are negative in relation to the ambient pressure. However, if we consider actual values of all these pressure in relation to an absolute vacuum, we find, that the static pressure of the air on the supply side is greater than on the return. For this static pressures system, the cross-contamination of course will be directed from supply to return, keeping the entire ventilation system of our building free of cross-contamination.
Other cross-contamination sources
The application of certain types of air treatment functions always results from the intended concept of the ventilation system. This concept origins from the type of the building, its purpose, and the way the entire system will be functioning. This also concerns the type of heat recovery solution, which should be adequate to the intended purpose of the ventilation system. Having it in mind, we can’t say that a heat recovery solution of a certain type can be responsible for the adverse effects of cross-contamination.
It’s worth remembering, that the Rotary Heat Wheel is not the only part of the air handling unit where cross-contamination may occur. The first system of the typical air handler other than the wheel which comes to our mind is an economizer, also known as a mixing box or chamber. If we consider the principle of its operation where part of the return air is intentionally transferred to the supply, we see, that economizer is the one that blends the entire air across the building. However, regardless of the above, the mixing chamber remains one of the most popular solutions aimed at reducing the operating costs of mechanical ventilation systems.
The cross-contamination may also occur out of the air handling unit, even out of the entire ventilation system of the building, where due to small distance of fresh air intake and exhaust air discharge (e.g. on the building roof), some amount of the exhaust air can be once again aspirated by the supply side. Of course in this case it is not the heat recovery system or the configuration of the entire air handler that is to blame.
So, having a much wider view on various cases where cross-contamination may occur, we see, that the overall hygiene of the entire ventilation system doesn’t rely on the application of a particular heat recovery solution, like a Rotary Heat Wheel for which the cross-contamination effect can be successfully managed as shown in the paragraphs of this article. So, instead of blaming the Rotary Heat Wheel for spreading contaminants and pathogens, better remember its undisputed advantages in the field of heat recovery performance: the highest possible efficiency of the process combined with the ability to humidify the air in winter and to dehumidify it in the summer. And almost no impact on the footprint of the Air Handling Unit.